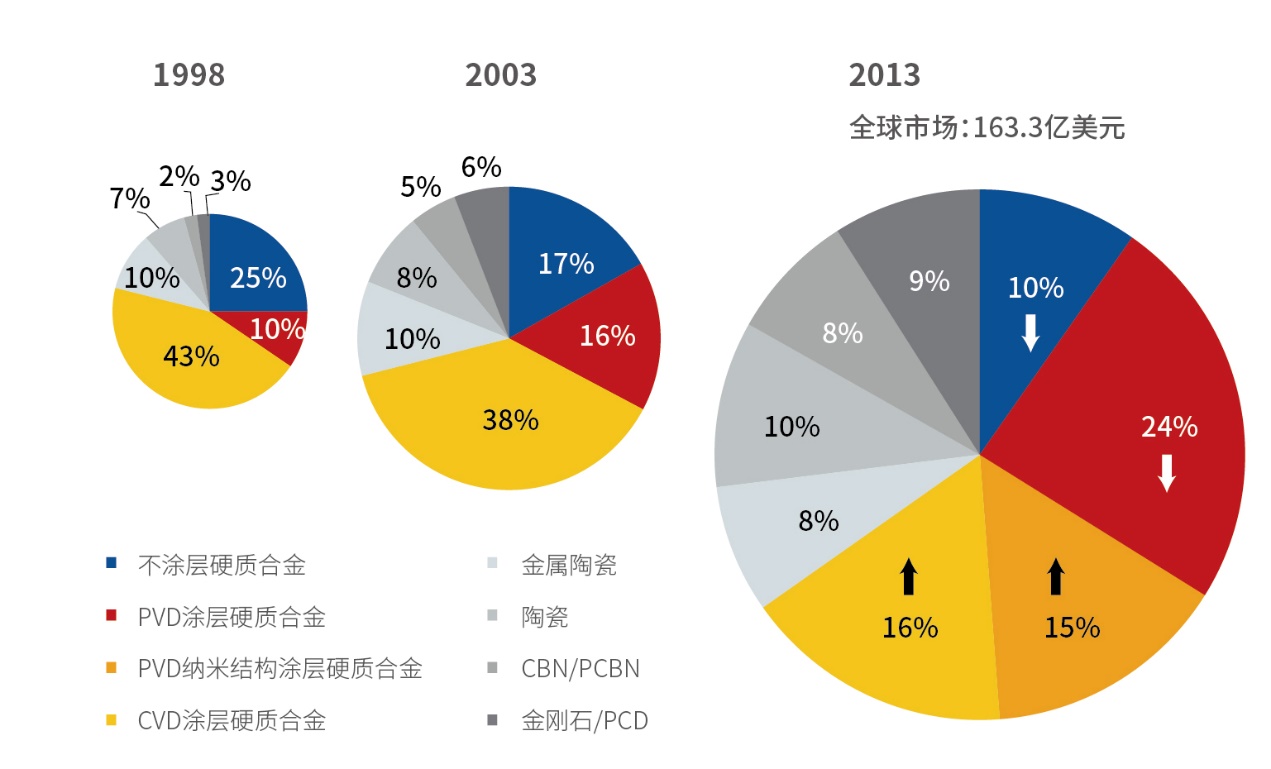
1969年,西德克虜伯公司和瑞典山特維克公司研製的TiC塗層硬質合金刀片初次投入市場。 1970年後,美國、日本和其他國家也都開始生產這種刀片。 三十餘年來,塗層科技有了很大的進展。 PVD(物理氣相沉積,Physical Vapor Deposition)硬質塗層由第一代(TiC、TiN)、第二代(TiAlN、AITiN)已發展到第三代(TiAlN/TiN多層梯度結構)、第四代(納米氧化物多層)產品。 塗層膜中的氧化物、氮化物、複合碳氮氧化物,由於其高硬度、高耐熱、耐磨損、摩擦係數小等特徵,極大地提高了刀具的加工效率和表面質量,推動了新世紀以來的現代製造業的科技革命。
1980年,住友和巴爾查斯開始合作研發CBN刀具表面硬質塗層產品和工藝。 現時,住友、三菱、京瓷、泰珂洛等日本刀具企業在對淬火鋼、球墨鑄鐵、粉末冶金、以及耐熱合金等難加工資料的CBN刀片上均有針對性的塗層。 WSS緊跟市場步伐,在與浙江萬裏揚股份有限公司齒輪硬車加工方案的合作中,通過不斷研究與分析,針對被加工件選定了塗層材料及加工工藝,為客戶降本的同時,提升了加工效率。 充分證實了CBN硬質塗層發展的市場前景。
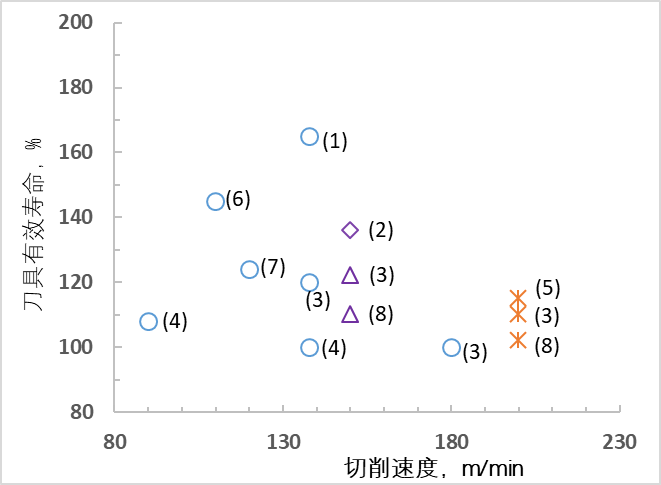
塗層對PCBN刀具切削淬硬鋼零件時有效加工壽命的影響:其中O為100Cr6 HRC62(德國鋼號,相當於軸承鋼GCr15),◇為AISI330 HRC50(美國牌號,相當於耐熱不銹鋼1Cr16Ni35),*為16MnCr5 HRC60(德國牌號,相當於國產齒輪、蝸杆、密封軸用鋼16CrMnH),鋼號標識後面括弧中的數位代表了不同的塗層類型和結構。
雖然立方氮化硼是除金剛石之外最硬的資料,但是作為PCBN資料製備當中必須的結合劑卻是PCBN在切削應用中的弱點所在。 特別是在斷續切削工况下使用到的高韌性的PCBN資料,往往採用鈦基合金、鈷基合金、甚至是鋁作為結合劑,這些金屬基的結合劑的硬度和耐磨性比較差,而AlTiN和Al2O3之類的塗層就能很地彌補這個弱點。 另外,還有些塗層能够起到隔熱和潤滑的效果,能够减少切屑瘤在刀具表面的黏著,提高刀具高溫幹切削效率和壽命。
威士(WSS)根據多年在超硬材料刀具的市場實踐、學習調研、測試分析,針對難加工資料加工中刀具的不同失效模式,形成了具有自主知識產權的塗層結構和工藝,能够很好地解决高精度高速切削和高硬度斷續切削過程中的崩刃和月牙窪磨損等問題,大幅度提升刀具使用壽命。
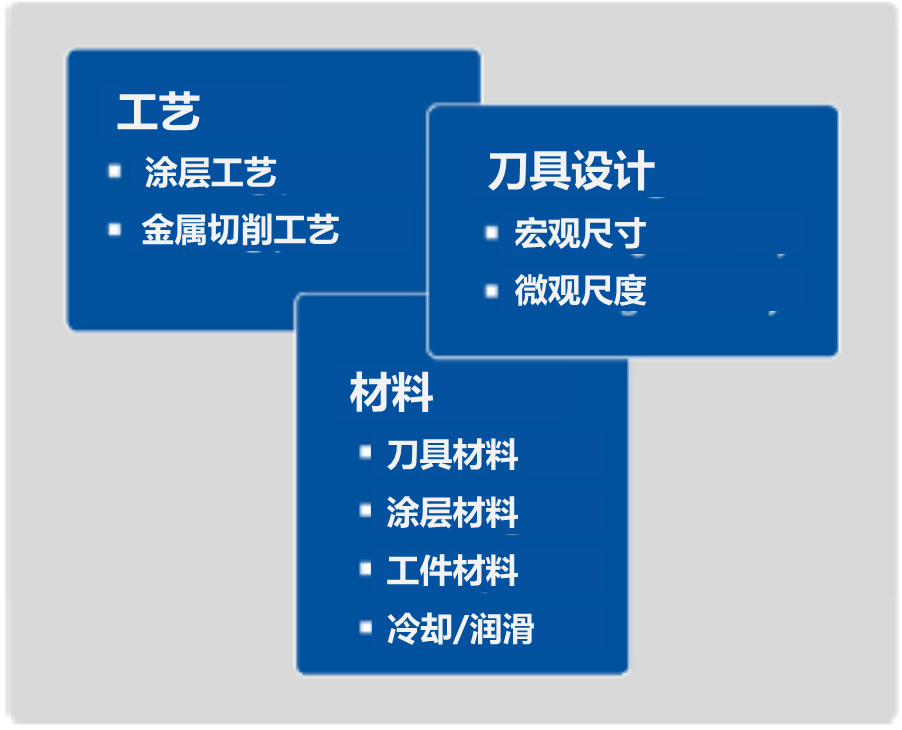
做刀具其實是在做資料:研究超硬材料、研究結合劑資料、研究塗層材料、研究工件資料,研究各種資料之間的配合、融合、剛柔並濟、相生相剋。