




西脈科司|精密工具|修光刃對於CBN刀具的影響及應用

CBN刀具針對淬硬鋼零部件的加工運用
在機加工資料的各個領域中,淬硬鋼是其中不可忽略的一部分,尤其是在熱處理之後的精加工,零件的硬度通常會達到HRC58-62,而且加工精度和尺寸要求也非常高,常規硬質合金的刀具無法滿足其要求,只有CBN刀具具有出色的紅硬性和耐磨性,能够完美契合。 通常這類淬硬鋼零件的加工對於刀具壽命評判標準是表面質量和粗糙度,最常見的是使用Ra值。 其中比較常見的有汽車齒輪箱體零件,例如齒輪、軸類零件的Ra值要求通常都為0.8 μ m。
修光刃科技的優勢
在日常的機加工中,表面粗糙度的大小受一系列的因素影響。 其中,進給量和刀尖圓角大小是最大的影響因素。 當進給量减小時,表面粗糙度會减小,而選擇更大的刀尖圓角也有助於降低表面粗糙度,但前者會降低生產效率,後者會使切削力增大。 若保持不變而又要降低表面粗糙度時,只有减小副偏角的角度,改變刀尖的幾何形狀,從而衍生出修光刃科技。
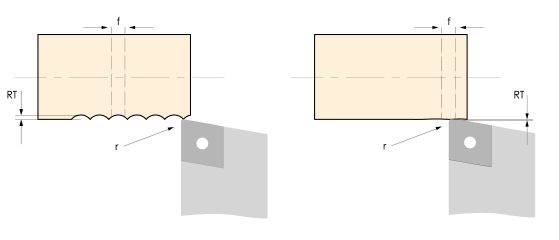
修光刃科技(如示意圖所示)的出現是對於表面粗糙度高要求加工的解決方案,也是近些年來被廣泛運用的成熟科技,尤其是對淬硬鋼資料的切削加工。 它不單單能使零件加工的表面質量非常高,也能够使加工時的進給量進一步新增,提高生產的效率。
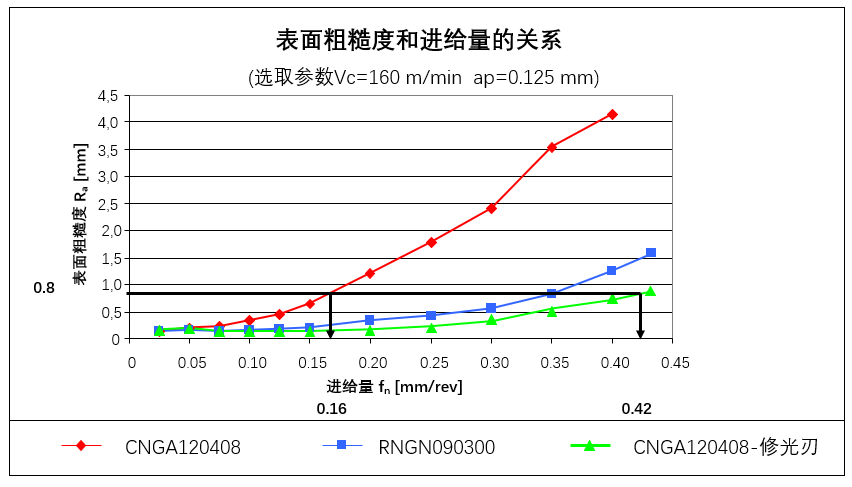
以下圖為例,當採用常規硬質合金刀具(紅線)時,表面粗糙度值會隨著進給量的新增而快速增長; 而使用圓形刀具(藍線)時,由於刀尖圓角新增至最大值,表面粗糙度還是能够保持在良好的範圍內,增長的幅度大大减小; 最後使用修光刃刀具(綠線)時,進給量的新增僅僅使表面粗糙度輕微地增長,幅度在三者中最小。 所以,當這幾款刀具採用相同的進給量時,帶修光刃的刀具能够帶來最佳的表面粗糙度; 而當滿足客戶的要求Ra值0.8 μ m時,修光刃刀具可以提高2倍以上的進給量,使生產效率大步的提升。
但是,修光刃科技原則上也是屬於“重複切削”,加工切削力相對會變大,且刀尖的圓弧角度也有變化,所以以下兩種加工情况並不適合修光刃的使用。 其一:機床及零件裝夾剛性不足時,使用修光刃刀具易產生振動現象,影響加工效果和表面質量; 其二:當零件的加工涉及仿形和圓弧加工時,由於刀尖的幾何角度原因,修光刃對加工面起不了作用。
加工案例
#01
加工工件 |
變速箱齒輪 |
加工資料 |
20CrMnTi |
粗糙度 |
Ra0.8 μm |
威士刀具採用DCGT11T308帶修光刃的CBN刀具,替代常規CBN非修光刃刀具:當我們加工至650件時,其刀具壽命已超過常規CBN非修光刃刀具的45%。 而表面粗糙度仍控制在客戶要求的Ra0.8 μ m以內,刀具的整體加工效能受到認可。

刀具品牌 |
威士 |
其他品牌 |
規格 |
DCGT11T308-修光刃 |
DCGT11T308 |
VC(m/min) |
200m/min |
200m/min |
f(mm/rev) |
0.07mm/rev |
0.07mm/rev |
Ap(mm) |
0.13mm |
0.13mm |
T/L(寿命) |
600件 |
450件 |
#02
加工工件 |
變速箱齒輪 |
粗糙度 |
Ra0.8 μm |
威士採用DNGA110408的刀片,加工齒輪端面:面對需要高效的加工效率(線速度相對較高)及零部件表面粗糙度Ra0.8 μ m的要求,威士帶修光刃的CBN刀片首件能够達到Ra0.1 μ m,在未修改機床加工參數及保持相同的加工效率的情况下,WSS以相同的加工壽命及超高的性價比得到了認可。
刀具品牌 |
威士 |
其他品牌 |
規格 |
DNGA110408-修光刃 |
DNGA110408-修光刃 |
VC(m/min) |
315m/min |
315m/min |
f(mm/rev) |
0.14mm/rev |
0.14mm/rev |
Ap(mm) |
0.16mm |
0.16mm |
T/L(壽命) |
600件 |
600件 |
