西脈科司|精密工具|免於鐵屑纏繞困擾! 斷屑槽CBN刀具加工應用
當CBN一開始被研發出來作為超硬刀具資料進行切削加工時,並沒有在刀具上設計製作斷屑槽,只設計了刃口的負倒棱以及鈍圓來加强刀具本身的强度以及對應不同加工應用的需求。
主要原因有以下三點:
1、適合加工的資料比較有特殊性,對應加工的斷屑效果不存在問題,如淬硬鋼(硬度HRC58-62左右)精加工和鑄鐵類資料的粗精加工。
2、CBN資料本身的硬度非常高,製作工藝也不同於常規硬質合金的開模壓制槽型的管道,需要其他新型管道的介入,製作斷屑槽相對比較困難。
3、使用CBN資料的刀具需要保持一定的强度,保證刀具在切削加工時,CBN資料不會輕易崩刃或微崩,導致刀具加工壽命變短,而其負倒棱和鈍圓的設計有助於增强刀具本身的强度。
然而近些年來,隨著被加工資料的逐步多樣化,應用CBN刀具來切削加工的工况也千變萬化,主要遇到了以下兩個難點使得設計斷屑槽的CBN刀片應運而生,同時也完善了CBN刀具的產品庫,能够充分滿足豐富多變的加工需求。
01
部分零件根據所需要求,熱處理後的硬度不同於以往,通常處於HRC45-55之間。 同時,此類工件對加工效率、表面質量和尺寸精度有非常高的要求,針對此類工件就適合使用CBN刀具加工。 由於資料相對較軟,通常會存在斷屑難的問題,鐵屑容易纏繞在刀體或工件上,導致破損或報廢。 加工的表面也容易出現鐵屑劃傷的問題,使加工不能滿足表面質量的要求。

02
有一些零件經過熱處理之後,仍然需要進行粗加工的,加工餘量通常會超過1mm,此時使用常規的CBN刀具進行切削加工時,非常容易產生斷屑難的問題,而且對焊刀尖形式的CBN刀具本身的强度也有一定的衝擊。



基於以上兩點,威士(WSS)刀具經過不斷的研究和學習,研發出了新型斷屑槽CBN刀具。 即採用通過雷射雕琢的管道在刀具前刀面上加工出立體形狀,形成斷屑槽,從而在切削過程中使鐵屑排屑順暢,鐵屑的體積大小得以控制。 有效避免切屑纏繞工件或刀具,能够排除切削過程中對工件表面質量的影響並延長刀具使用壽命,從而實現更高效、更可控的加工效果。
實際的加工現場案例對斷屑槽CBN刀具的加工效能進行了充分的驗證。
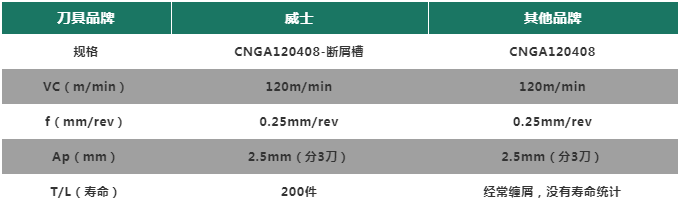
案例1
前期加工中使用沒有斷屑槽設計的某進口品牌刀具,斷屑經常出問題,需要不斷停機來取出纏繞在零件上的鐵屑,進而導致加工效率低下,更嚴重的是會損壞零件表面的質量。 WSS斷屑槽CBN刀具替換後,切削加工順暢,斷屑加工安全可控,無需停機處理鐵屑,提升了加工效率並且滿足設定的加工壽命目標。

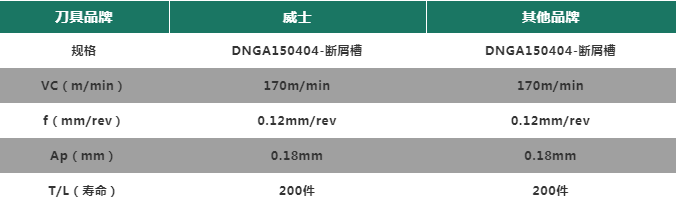
案例2
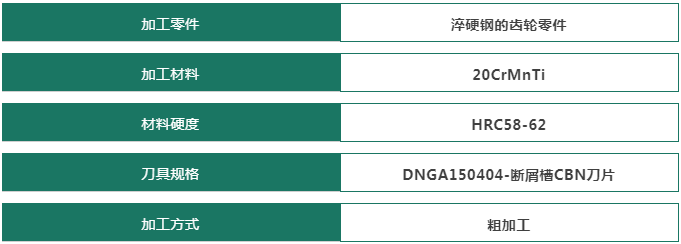
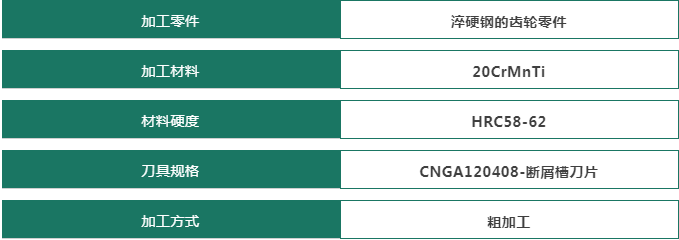
在同一個零件上,本次採用DNGA150404帶斷屑槽的CBN刀片,精車端面以及外圓錐面,當CNGA120408的粗加工CBN刀片將外圓錐面粗加工之後,齒輪內部的硬度已不如外部,相對會降低一些,這就造成了精加工時的斷屑問題。 所以我司也採用了帶斷屑槽的CBN刀具進行加工,斷屑效果好,作為國產替代的性價比優勢明顯。 此外,威士還會為您提供響應快速的一線技術支援和售後服務,是您的超硬刀具擇優之選。