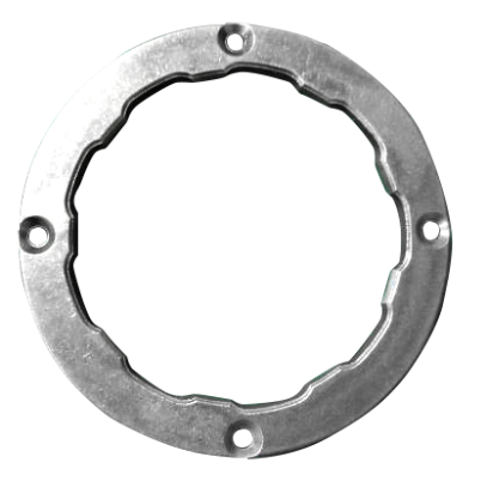
西脈科司|精密工具|CBN刀具加工粉末冶金離合盤解決方案
 |
 |
一、粉末冶金零件難加工的原因
多孔性會致使:
01
切削刃不耐磨;
02
切削刃溫度高,引起刀片磨損和變形;
03
內在的多孔結構引起表面面積新增,使熱處理時發生氧化或碳化,並且這些氧化物和碳化物很硬很耐磨;
04
由於孔隙的存在,在較小的面積內硬度值也有一定的波動。 測得的宏觀硬度雖為HRC20-35,但組成零件的顆粒硬度會高達HRC60,這些硬顆粒會導致嚴重而急劇的刃口磨損;
05
很多粉末冶金零件熱處理後更硬,强度更高。
06
零件裏可能會有摻夾雜物的存在。 這些問題都會稱為粉末冶金零件難加工的問題。
二、加工粉末冶金零件的刀具資料
如果在數控車床上面加工粉末冶金零件,一般會選擇陶瓷刀具和立方氮化硼刀具,硬質合金刀具一般不耐磨。 陶瓷刀具和立方氮化硼刀具在加工粉末冶金時,一般是精加工工序,客戶可根據實際情況和刀具使用的經濟性具體選擇,如餘量大的情况下,可採用立方氮化硼刀具大餘量加工粉末冶金零件。
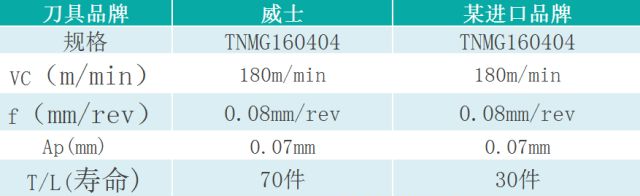
三、威士刀具CBN的粉末冶金加工案例
加工案例 1