




PCD刀具銑削鋁合金油底殼加工案例...
粗精加工油底殼安裝面,迅速除去鍛造表層的不規律加工餘量,並達到更科學合理的表面粗糙度標準;精加工油底殼銷孔,規範化、高效化鉸刀,刃口通過打磨拋光加工處理,能夠產生更強的表面粗糙度和使用時間!進給速度可以達到200-500m/min,以更強的加工精度和規格尺寸穩定性能產生更強的加工工藝安全性能!
案例如下

刀具圖號:063457
機床型號:馬紮克
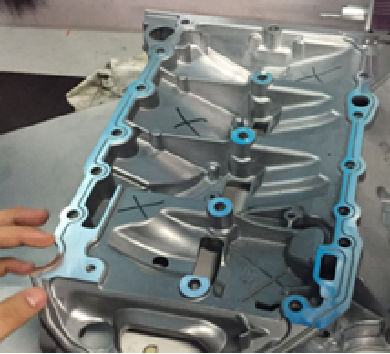
工件名稱:油底殼
工件材料:ADC12
粗糙度:
Rz 8~25
加工方式:銑削
加工工序:精銑
T/L(壽命):9000件左右
下一篇:CBN刀具加工機動車灰鐵刹車盤
