CBN加工電梯曳引輪丨加工精度、加工壽命顯著提升
曳引體系是電梯的核心組成部分,曳引輪是曳引機上的繩輪,也稱曳引繩輪或驅繩輪,它是電梯傳遞曳引動力的裝置,利用曳引鋼絲繩與曳引輪緣上繩槽的摩擦力傳遞動力,裝在曳引機的蝸輪軸上。
由於曳引輪要承受轎廂、載重量、對重等裝置的全部動、靜載荷,因此要求曳引輪強度大、韌性好、耐磨損、耐衝擊,所以在材料上多用球墨鑄鐵。

電梯曳引輪磨損除了增加安全隱患外還影響運行速度、電梯的牽引力,以及噪音增大。為了減少曳引鋼絲繩在曳引輪槽內的損害,除了選擇合理的曳引輪槽形外,對繩槽的工作表面的粗糙度、硬度有一定的要求,同時,還有繞繩槽與主軸連接孔的同軸度及端面與孔的垂直度要求。
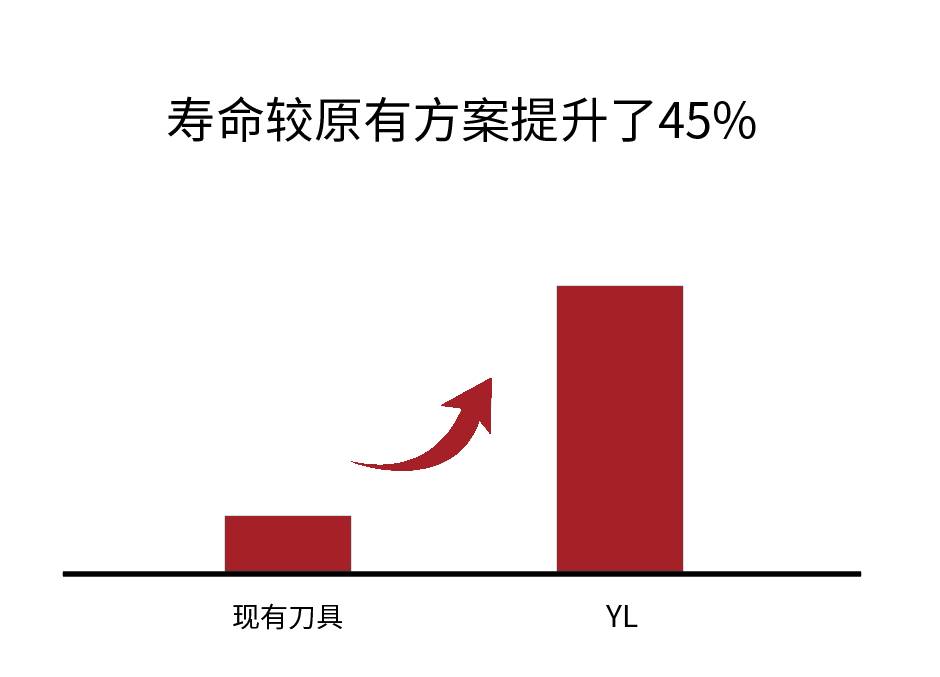
曳引輪為回轉體零件,加工以車削為主。採用CBN刀具,可一次安裝同時加工一側的端面、外圓、繞繩槽和內孔,由於CBN刀具加工可以達到較高的精度和較低的工件表面粗糙度,且壽命更長,可大大減少換刀時間,並有效地保證零件圖所要求的精度。
| 工件材料 | 球墨鑄鐵QT600 |
| 加工要求 | 表面粗糙度Ra0.8 |
| 車削外圓 | 連續濕式切削 |
| 刀具品牌 | WSS | 現有刀具 |
| 規格 | CNGA120404-2U | CNGA120404 |
| 線速度VC(m/min) | 140m/min | 140m/min |
| 進給f(mm/rev) | 0.08mm/rev | 0.08mm/rev |
| 切深Ap(mm) | 0.2~0.3mm | 0.2~0.3mm |