進入21世紀後,等溫淬火球磨鑄鐵在汽車、工程機械、船舶重工、農業機械、冶金礦山、風電、高鐵配件等行業中的應用發展迅速。 比如輕,中、重型卡車的齒輪、曲軸、凸輪軸、變速器輸出軸、懸架控制臂、等速萬向節、發動機支架、拖鉤、制動器三脚架、橫向穩定杆、懸架托架、輪轂、離合器分離軸承套筒、懸掛彈簧座、差速器十字軸,以及船舶發動機氣缸套等等。
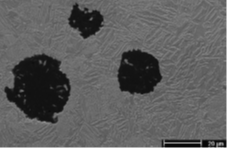
ADI顯微組織掃描電鏡照片。
其中,球狀石墨約占資料體積比15%,
球狀石墨平均直徑30 μ m,平均間距75 μ m
和普通的球墨鑄鐵類似,在ADI的機械加工過程中,鐵合金基體和球狀石墨的强度截然不同,相當於斷續切削,刀具震動很大,容易造成崩刃。
同時,出於等溫淬火熱處理相圖和工藝的考慮,ADI在成分中新增了鎳(Ni 0.73wt%)、銅(Cu 0.87wt%)等奧氏體形成元素含量,以及起到强化和抗氧化作用的鉬元素,切屑粘刀嚴重,新增了刀具的快速磨損。
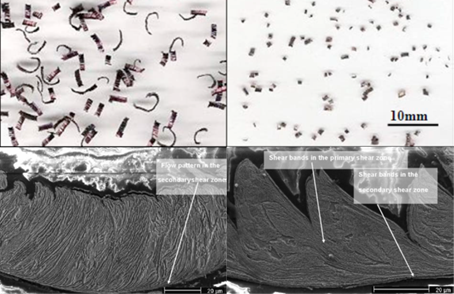
PCBN加工Grade 4 ADI,切屑宏觀照片和掃描電鏡形貌。
左邊,切削速率Vc=100 m/min;
右邊Vc=400 m/min。
(進給f=0.05mm/rev,切深0.2mm)
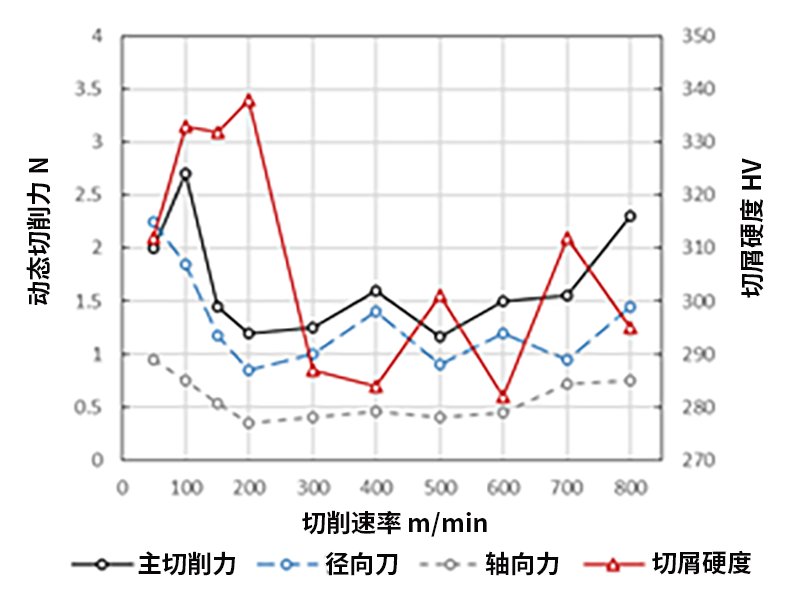
切削速度從50m/min提高到200m/min,切屑的形變硬化起到主導作用,切屑的硬度和主切削力有所增加。 隨著切削速度繼續提高,切屑從帶狀逐漸轉變為鋸齒形,斷屑效果逐步凸顯,切削力逐漸穩定。 切削速度超過400m/min,切削變形和切削溫度的提高誘發ADI顯微組織中殘餘奧氏體發生馬氏體相變,切屑的硬度新增,加速PCBN刀片的加速。 繼續提高切削速度,切屑在高溫下發生組織恢復和氧化,刀片磨損加劇。
PCBN加工Grade 4 ADI,切削力和
切屑硬度隨著切削速度的變化
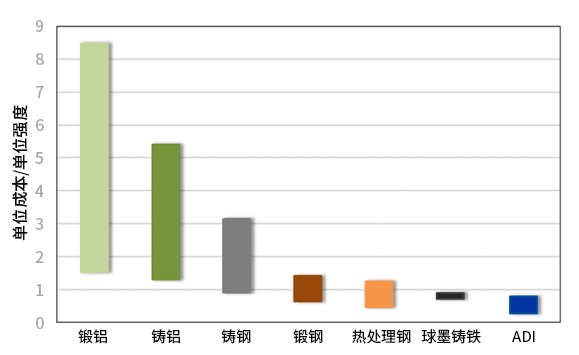
對於等溫淬火球墨鑄鐵加工中的上述問題,國際國內知名刀具企業均缺乏有效的解決方案。 一般來說,考慮到斷續切削的崩刃,優先採用CBN含量中等(65%、70%、最多75%)的PCBN資料,最好是金屬類結合劑(鈦合金或者Al/Ni/Co)。 同時,合適的塗層,也是提高PCBN加工ADI效能的有效手段。
威士精密工具(上海)有限公司開發的複合納米功能塗層(已申報國家發明專利)兼顧PVD膜層的結合力、抗磨、以及抗黏著等功效,在淬火硬化鋼的試切中取得初步成功。 配合我們以往加工球墨鑄鐵的成功經驗,有望成為等溫淬火球墨鑄鐵加工的利器。