




西脈科司|精密工具|修光刃PCD刀具有色金屬超低粗糙度表面加工

PCD刀具作為超硬刀具的一種,在機加工領域的應用比例逐年上升,這與難加工資料和有色金屬資料加工量的不斷上升有著緊密的聯系。 PCD刀具的資料作為最堅硬資料之一的金剛石,採用特殊的高溫高壓工藝之後在硬質合金基體上粘貼一層緊密的聚晶金剛石層,即PCD刀具。
其主要用於切削加工非鐵金屬如鋁合金、銅合金等,以及非金屬材料如纖維塑膠、硬質橡膠、石墨資料、樹脂聚合資料等。 PCD刀具相較於一般的硬質合金刀具可以達到更高的切削速度和更長的刀具壽命,同時也能够長時間保持被加工工件的表面質量和尺寸精度。

現時越來越多的客戶對於加工工件的表面質量要求不斷提高。 威士(WSS)在採用PCD銑刀進行加工Uc純銅板時,由於被加工件的資料相對柔軟,並且加工要求表面粗糙度Ra值需要達到0.2 μ m以下,這給加工刀具帶來了不小的挑戰。 通常而言,柔軟資料更不容易達到較低粗糙度。
現場夾具採用氣動夾緊元件,穩固性欠缺,且使用直徑250mm的老舊刀盤裝夾一片PCD銑刀進行精加工。
| 加工參數 | S3300 rev/min |
| 進給率 | F950 mm/min |
| 加工餘量 | ap0.07mm |
| 加工管道 | 冷卻液加工 |
威士結合現場加工情况,經過重新修改設計,在刀片的刀尖處磨制了修光刃對純銅板進行加工,初步測試達到要求的表面粗糙度。
但是由於機床刀盤使用時間過久,安裝後容易出現反偏,且其本身的穩定性和剛性較差,導致加工時切削力過大,加工譟音量略高。 威士應用工程師和設計部對該情况進行了重點分析討論,在有限制的機床條件下决定進一步改進刀具效能。
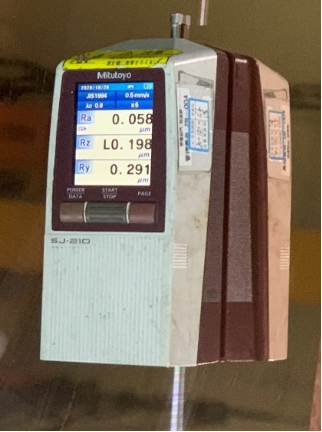
面對老舊刀盤和裝夾剛性不穩的情况,我們可以對刀片的切削刃處的修光刃採用了帶圓弧的設計,使修光刃PCD刀具不再過於平緩,這樣可以有效减少切削阻力,降低切削譟音,並且加工表面粗糙度達到了Ra值0.058 μ m。 此外,在達到加工要求的基礎上,刀具壽命也相對延長,直接達到降低單件加工成本的效果。
