




西脈科司|精密工具|降本增效! CBN刀具硬車加工軸承鋼解決方案

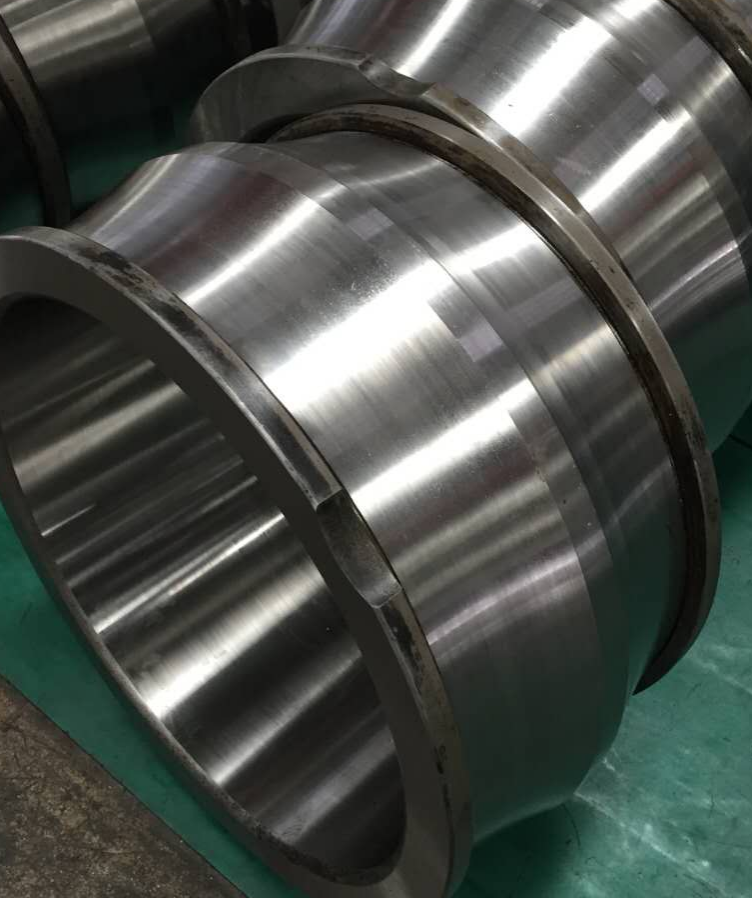
軸承不僅是現代機械設備中一種重要的零部件,它也是固定機件,主要用於支撐機械旋轉體,為了降低其運動過程中的摩擦係數並保證其回轉精度。 軸承也是消耗品,除了新增項目和新增機械產品會拉動軸承需求外,機械產品保有量的新增和利用率的提高都會新增對軸承的消耗。

中國的軸承工業從產業經濟規模上已居世界軸承總量的第三位,而中國需要由軸承生產大國向軸承生產強國的轉變,其中一個關鍵因素就是提高精密加工軸承的科技,而切削刀具就是其中非常關鍵的一部分。
軸承的種類非常多,其資料也非常多樣化,常見的有普通軸承鋼GCr15,不銹鋼9Cr18,氮化矽Si3N4和氧化鋯ZrO2甚至塑膠等。 其中,軸承鋼GCr15資料是市場上最普遍的。 軸承在工作時承受著極大的壓力和摩擦力,所以要求軸承鋼資料有高而均勻的硬度和耐磨性,以及較高的彈性極限。 這對於軸承鋼化學成分分佈的均勻性、非金屬夾雜物的分佈和含量、碳化物的分佈等都有十分嚴格的要求。
對於軸承鋼資料而言必須具備以下條件: |
|
1 |
高耐磨性 |
2 |
高的接觸疲勞強度 |
3 |
熱處理之後應具有高硬度以滿足軸承使用需求 |
4 |
高的彈性極限 |
5 |
良好的衝擊韌性 |
6 |
良好的尺寸穩定性 |
7 |
良好的防銹能力 |
8 |
良好的加工工藝效能 |
軸承鋼加工有一定的工藝要求,尤其是對於軸承鋼熱處理之後的硬車加工更是具備了一定的挑戰性。 其中,工件尺寸穩定性和表面質量要求需要達到一個較高標準。 威士(WSS)刀具對於軸承行業資料的加工進行了持續性的研發和技術攻關,集中力量鑽研軸承鋼熱處理之後的硬車加工,採用特殊定制的CBN材質和刃口處理,加工結果達到了更高的尺寸精度和穩定性,並且加工刀具壽命更高,達到降本增效的目的,兼具技術性與性價比。
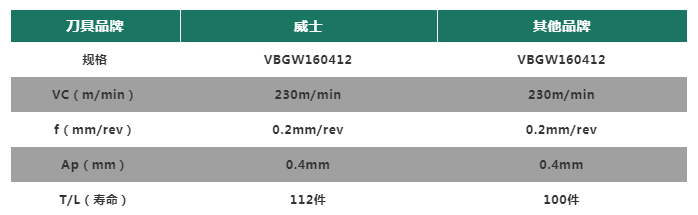
案例一
加工零件
軸承退刀槽
加工資料
軸承鋼GCr15
資料硬度
HRC60-62
表面粗糙度
Ra1.2~2 μ m
威士定制CBN刀具與某進口品牌CBN刀具對比,線上速度較高的相同條件下,依然比競爭對手高出12%的刀具壽命,價格更具優勢且顯著降低了單件加工成本,零件表面符合標準。
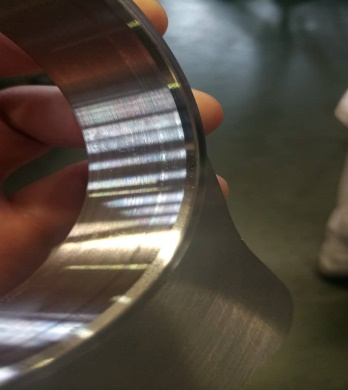
案例二
加工零件
軸承內孔和端面
加工資料
軸承鋼GCr15
資料硬度
HRC55
表面粗糙度
Ra3.2 μ m
加工管道
加冷卻液連續切削
直徑
D68mm
由於是連續切削,且對於零件的尺寸形變要求比較高,所以威士採用加冷卻液的管道加工。 最終威士刀具比某進口品牌的CBN刀具加工壽命提升137.5%,達到更穩定加工,减少換刀頻率,進一步降低加工成本。
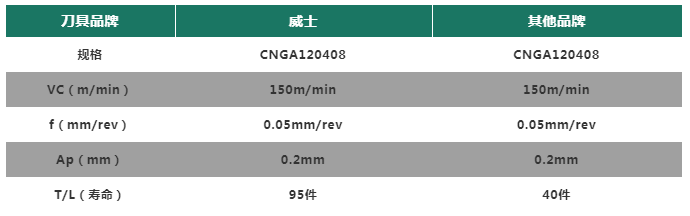
案例三
| 加工零件 | 軸承內孔和端面 |
| 加工資料 | 軸承鋼GCr15 |
| 資料硬度 | HRC60 |
| 表面粗糙度 | Ra1.2 μ m |
| 加工管道 | 粗、精加工 |
| 直徑 | 45、80mm |
粗、精加工的餘量都為0.3mm,為了保證零件的尺寸穩定性和表面質量,表面粗糙度的要求為Ra1.2 μ m。 威士與某進口品牌進行對比,在相同參數條件下,粗加工和精加工均能達到要求,與競爭對手一致,威士刀具性價比優勢明顯。


WSS優勢:刀具性價比更勝一籌
案例四
加工零件
軸承滾珠槽
加工資料
軸承鋼GCr15
資料硬度
HRC60-64
表面粗糙度
Ra0.6 μ m
直徑
D182mm
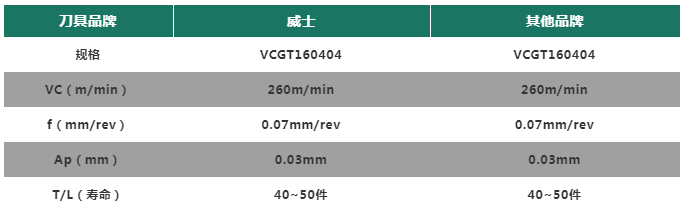
需要加工的部位是滾珠槽,表面粗糙度要求更高,達到Ra0.6 μ m。 加工的線速度要求非常高,威士刀具在與某進口品牌的CBN刀具競爭中,能够達到相同壽命,且加工表面質量高,性價比優勢明顯。
WSS優勢:刀具性價比更勝一壽
