




西脈科司 | 表面處理| 插齒刀壽命提高解決方案
高速鋼刀具的鈍化處理是極其困難的,其難點主要有三:
| 1 | 去除刃口毛刺 |
| 2 | 刃口鈍化 |
| 3 | 不能產生崩口 |
如果上述三點中的任何一點沒有處理好,那麼這把高速鋼的刀具鈍化處理可能比不鈍化的更差。
插齒刀的材料是高速鋼。當進行插齒時,插齒刀的上下往復運動是主切削運動,運動的快慢就是切削速度的高低。除此之外,插齒刀和工件齒輪按一定速比進行嚙合運動,這就構成了圓周進給運動。

為了提高插齒刀的使用壽命,我們必須針對頂齒以及兩個側齒進行圓弧鈍化處理,以此保證在切削過程中的刃口移損。
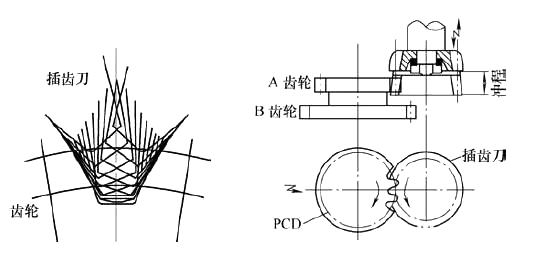
插齒刀的工作原理
佐技的新研製磨料非常適合高速鋼刀具的鈍化處理。通過佐技DF-3設備及這種新研製磨料的加工,我們進行了不斷的嘗試。在運用設備測量刃口鈍化值之後,我們得到以下測量結果。
加工前鈍化值
加工後鈍化值
頂齒
7.7um
20.06um
左齒
7.3um
19.1um
右齒
8.0um
17.8um
加工後的數值可大幅度延長插齒刀的使用壽命,並且加工後齒輪表面粗糙度明顯得到了改善。
